
Zunächst wird die Form auf die gleiche Temperatur gebracht wie das flüssige Zinn.
Dies geschieht bei uns in diesem Ofen.
Hier entnimmt Herr Thomas Östreicher
die schon angewärmte Form aus dem Hitzebad.


Die Form wird mit einem nassen Pinsel
gesäubert.
In einer Presse wird die zusammengestellte
Form fixiert.


Mit einem Giesslöffel wird das flüssige
Zinn eingegossen.
Detailaufnahme des Eingussvorganges.

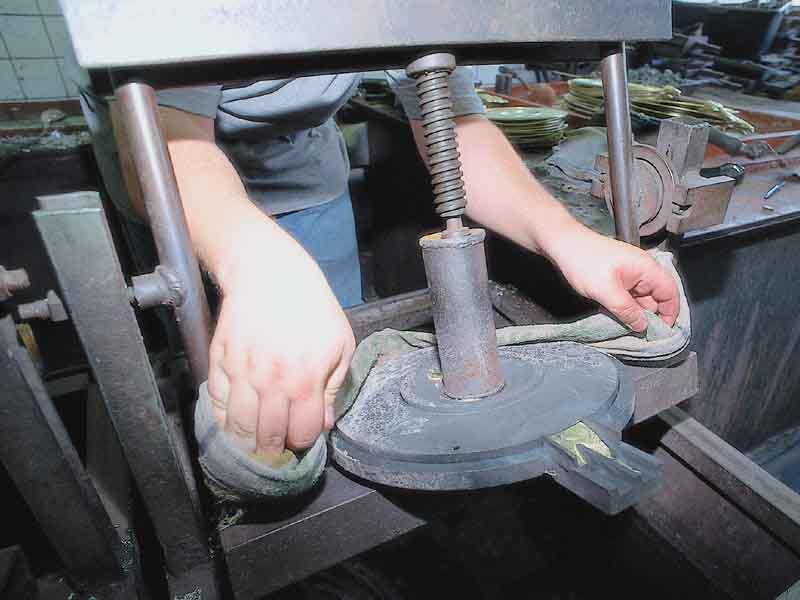
Mit nassen Lappen wird die Form vorsichtig
gekühlt.
Das flüssige Zinn schwindet in seinem
Volumen beim Erstarren bis zu 5%. Deswegen muß nachgegossen werden
in gewissen abständen.


Sobald das Zinn erstarrt ist, wird der
Anguss mit dem nassen Pinsel extra abgekühlt. (Es ist sehr gut
zu erkennen, das die Temperatur der Form noch weit über 100 Grad
Celsius liegt)
Mit einem Zinnhammer wird die Form geöffnet
und der Guss aus dem oberen Teil der Form herausgeschlagen.


So sieht der fertige Guss aus. Er ist gelb
durch die Anlauffarbe.
Der fertige Guss wird noch weiter bearbeitet.
Der Anguss wird an einer
Bandsäge entfernt.


Mit einer Stahlklinge wird
der Anguss komplett begradigt.
Beim Drehen von Hand wird
zunächst ausgewählt welche Handdrehstähle verwendet werden.


Das zu drehende Teil wird
auf den passenden Stock aufgespannt.
Teile die nicht gedreht werden
können, müssen von Hand geschliffen werden.
Dafür benötigt
man eine Schwabbelscheibe, einen Schleifständer und Bimsmehl.


Nach dem Schleifen wird mit einer Kratzbürste (Messingbürste) der Bims wegpoliert.
Dadurch entseht der seidige Glanz den Zinn hat.
Jedes Produkt das bei uns
entsteht wird bevor es verkauft wird noch einmal genau überprüft.
